Control System of Weigang Blast Furnace Gas Power Generation Project
China Aluminium Tubes For Cosmetics,Empty Cosmetic Tubes manufacturers, welcome Plastic Cosmetic Tubes,Empty Cosmetic Squeeze Tubes purchasers from worldwide to visit our site.Plastic material, durable, washable and reusable, no harmful substance, safe and health. Aluminium Tubes For Cosmetics,Empty Cosmetic Tubes,Plastic Cosmetic Tubes,Empty Cosmetic Squeeze Tubes NINGBO SUNWINJER DAILY PRODUCTS CO.,LTD , https://www.lux-pack.com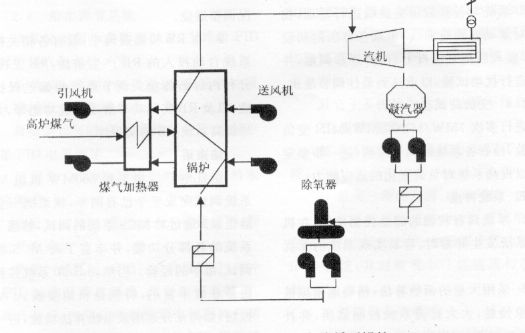 Project Overview Weigang BFG power generation project is a power plant built by Shanghai Weigang Energy Co., Ltd. in Shanghai First Steel (Group) Co., Ltd. The main equipment has a 220t/h blast furnace gas boiler, a 50MW steam turbine and a 50MW turbogenerator.
Project Overview Weigang BFG power generation project is a power plant built by Shanghai Weigang Energy Co., Ltd. in Shanghai First Steel (Group) Co., Ltd. The main equipment has a 220t/h blast furnace gas boiler, a 50MW steam turbine and a 50MW turbogenerator.
Boiler: Hangzhou Boiler Factory Model: HG-220/9.8-Q type blast furnace gas, natural circulation boiler rated evaporation: 220t/h
Main steam pressure: 9.81MPa
Main steam temperature: 540°C
Turbine: Shanghai Steam Turbine Factory Model: N50-8.83/535-3 Type: Condensing, Single Cylinder Single Exhaust Steam Rated Capacity: 50MW
Main steam rated pressure: 8.83MPa
Main steam rated temperature: 535°C
Generator: Jinan Power Plant Model: WX18L-047LLT
Rated power: 50MW
Rated capacity: 58824kVA
Rated voltage: 10500V
Rated frequency: 50Hz
Rated speed; 3000rpm
The fuel used by the unit is mainly from blast furnace gas at Shanghai No. 1 Steel. When the gas volume is insufficient to maintain the unit's minimum load, it is equipped with heavy oil for combustion. Its principle of use is the comprehensive use of energy and the use of blast furnace gas as much as possible to achieve the purpose of exhaust gas utilization and environmental protection.
The unit process flow chart is as shown in the previous text:
This project is the first large-scale use of the DCS system in the blast furnace gas power generation project in China. Its configuration and automation requirements are much higher than those of other domestic same capacity units.
In addition to boilers, turbines, and generators, control objects include a large number of electrical equipment and auxiliary workshops. Especially in the electrical field, the idea of ​​using the original or back-up disk tray must be completely broken. The vast majority of operations and monitoring, as well as many important interlocks, are done by the DCS.
DCS system configuration From the point of view of the configuration of the DCS system, its size can almost match the previous 200MW coal-fired units. There are 17 control cabinets, 40 MFPs 12 (master control modules), and 3105 total I/O points. The general appearance of the INFI-90OPEN system is as follows:
The man-machine interface adopts CONDUCTOR-NT, two redundant SERVERs and two CLIENTs. One CLIENT is used as a management machine, and the system software version is CONDUCTOR-NT2.2 except that the management machine is single-screen, and the other three are all For dual screen display. The two redundant SERVERs communicate with the loop PCU through two ICT03 interface modules. Considering that the distance between the PCU and the SERVER may be remote, ADAM is used for data forwarding in the communication lines.
Three color dot matrix printers are used to print a variety of records and information, a color inkjet printer is used for real-time hard copy of the human interface screen, and a laser printer is used for high-quality copy of text and graphics.
All printers are connected to two printer servers respectively, and then all the human interfaces are brought together in the network hub HUB. In this way, all SERVERs and CLIENTs can share data through the HUB, and each human-machine interface can issue commands to any printer.
The Engineer's Workstation (EWS) system software is WINTOOLS 2.0.3, which is used to print a configuration map and other files on a laser printer.
Each PCU uses a 2N redundant new MODULAR POWERSYSTEM II power system.
The DCS system is divided into several subsystems: MCS, BMS, SCS, DAS and ECS. The ECS is configured in the SCS and DAS systems respectively. The MFP and I/O points are assigned in the following table:
Control Solutions and Control Features Iî€MCS
1) Combustion of blast furnace gas, heavy oil, and light oil, combined according to calorific value, in which the load distribution of blast furnace gas and heavy oil can be adjusted by operating personnel. The load distribution of the five groups of blast furnace gas burners can also be adjusted by the operating personnel. The adjustment method is to set the offset of the gas pressure setting after each burner valve.
The 2nd steam turbine and the boiler are coordinated and controlled by the MCS. The load instruction can be automatically adjusted with the output of the blast furnace gas, and can also be set by the operator. The load change speed can be set by the operator, and it also has the function of the machine and furnace.
3) The main steam pressure set value and the main steam pressure change rate can be set by the operator, and preset a number of common speeds. In the sliding parameter start process, it is easy for the operating personnel to switch quickly.
4 î€ Auxiliary machine fault fast load reduction (RB), load drop (RD), load forced rise (RU), and conditional lock addition and blocking reduction are included in the configuration design and will contribute to the stable operation of the unit. And start and stop smoothly.
5. Hurricanes and fuel double cross-limits regulate and control the flue gas to the optimum oxygen content.
6) The deaerator water level and the condenser water level are decoupled and adjusted to solve the problems of the unresponsiveness and mutual interference that often occur in the past.
å‡ Two-stage superheater desuperheating adopts cascade adjustment, and the feedforward value is estimated according to the thermodynamic balance. The two-stage desuperheating water spray regulation provides the operator with the means to adjust the balance on both sides.
8î€Full automatic feedwater, start feedwater valve, low load feedwater valve and main feedwater regulator valve are manually, automatically or maintained under different load conditions.
During the startup of the 9-unit unit, the following methods are used to interconnect the 10:MCS and DEH (WOODWARD 505) interfaces and the MCS and DEH communication modes of the furnace and control signals are exchanged in a hard-wired manner. These signals include:
· Analogue (4-20mA) from MCS to DEH, turbine load command (0-100%)
· Analogue from DEH to MCS (4-20mA), Turbine Load Command (0-100%)
· Digital quantity from MCS to DEH (dry contact), CCS requests control of turbine · Digital quantity from DEH to MCS (dry contact), DEH is placed on remote control DEH can independently control the turbine start and stop and load operation, and can also accept The MCS instruction performs coordinated operation. When receiving the MCS command control, once the pre-press pressure is at a certain value, the turbine exits the MCS remote control and changes to the DEH local control to maintain the pre-machine pressure.
IIî€BMS
1. Basic configuration of the system • Boiler: The natural gas-fired boiler with blast furnace gas produced by the Hangzhou Boiler Plant is used. Its model: HG-220/9.8-Q.
Burner: The burners are arranged on the front and back walls of the hearth, and there are three layers of nine burners and 18 burners in front and back walls. Among them, the three burners in the middle wall of the front wall are heavy oil, and the rest of the burners are blast furnace gas (ignited with light oil).
• Oil system: The auxiliary ignition fuel is light oil, using a high-energy igniter (scalable) to fight the fire, mechanical atomization. Heavy oil vapor atomization. Use the on/off/purge/atomizing (heavy oil) discrete valve. The oil system bears 8% of the load.
· Gas system: A gas branch valve corresponds to 3 burners and there are 5 gas branch valves.
Flame detectors: Since each burner is equipped with only one flame detector, a total of 18, so a fire detection at the same time detects the burner's oil and gas flame, when the oil and gas are burning, can not distinguish the gas Flames and oil flames. The current principle of fire is:
When the fire (DI) signal is present, the oil is considered to be fire:
When the fire (DI) signal is present and the flame intensity (AI) reaches a certain value, the gas is considered to be on fire.
2. î€ Boiler Ignition Sequence For each light oil burner, when the oil valve is opened, if no fire is seen after 10 seconds, immediately close the oil valve.
• After the gas branch valve is opened, if any of the three burners does not detect the gas flame after 10 seconds, the gas branch valve and the corresponding oil valve should be closed immediately (if the oil is working at this time).
• The first burner failed to fire and furnace purging was resumed.
3 The principle of heavy oil input The front wall middle three heavy oil burners are put into use when the blast furnace gas is insufficient to meet the boiler load requirements. It should be noted that when the blast furnace gas volume is equal to or lower than 40% of the rated load, it is in principle not allowed to put heavy oil burners, but light oil is allowed to stabilize the combustion of blast furnace gas.
4 特殊Special problems in the combustion of blast furnace gas ・Before ignition, leak test should be performed on the gas pipeline. ・MFT should be followed by closing the gas trip valve, gas branch valve, opening the gas bleeder valve, and opening the nitrogen purge valve to carry out the gas line. Nitrogen purge.
III î€ECS
The main function of the electrical control part is to start, adjust and stop the electrical equipment according to the requirements of load changes; to make necessary switching of the circuit; to continuously monitor the working conditions of major equipment; to periodically check and maintain the main equipment; Eliminate the occurrence of failures.
The electrical main wiring system is directly connected to the 35kV switch of the steel plant blower station from the outlet of the generator transformer group. Plant power system is divided into two voltage levels of 6kV and 0.4kV.
The electrical system mainly includes the following subgroups:
1 î€ Generator Transformer Group This sub-group includes the generator transformer group circuit breakers, and only sends input signals to the generator excitation system and the synchronous system (excitation and control by an electrical independent device during the same period).
2î€6kV Substations for Plant Power System This subgroup includes high-voltage factory working transformers and 6kV power plants and their feeders.
3î€380kV Substations for Plant Power System This subgroup includes each switch of low-voltage factory transformer, 380kV plant PC and MCC.
4 î€ UPS Uninterrupted Power System Subgroup This subgroup includes the UPS inlet and outlet lines and feeders.
5î€ DC System Subgroup This subgroup includes battery, rectifier and feeder.
During the same period, the system is a more important part of the electrical system. This project was completed by an electrical independent device in the same period. The DCS only allows conditional logic to allow the device to start up in the same period. The conditions for allowing ASS to invest are:
· Turbine speed reaches 3000rpm
·35kV Substation Isolation Switch 1 or 2 Closed ·Magnetic Switch Closure ·AVR Channel Input ·AER Channel Input ·Generator Voltage greater than 90% Rated Voltage IVî€SCS
The SCS system controls all electric gates and motors, as well as the interlocking protection and the start and stop of equipment groups. In this project, SCS not only significantly expanded the scope of control, but also significantly increased the number of sequential start-stop equipment groups that represent the level of automation. The main equipment group sequence control includes:
1 î€ Boiler air passage to establish 2 î€ boiler blower A, B
3 boiler induced draft fan A, B
4î€ Boiler body blowdown 5î€ Boiler steam drum periodic blowdown 6î€ Boiler gas heater blow 7î€ Boiler heavy oil heating A, B
8 î€ Boiler heavy oil large and small cycle 9 î€ boiler water wall effluent A, B, C, D 10 î€ steam turbine condensate pump A, B
11 steam turbine drain pump A, B
12 î€ steam turbine feed pumps A, B
13î€ Steam Turbine 14高 Steam Turbine Industrial Pumps A, B
15î€ steam engine water pump A, B
16î€ Steam Turbine Low-adding Drain Pump A, B
Vî€PLC
1. Interface Overview Weigang Project requires five subsystems in the auxiliary system to communicate with Bailey DCS, including fuel system, circulating water system, soot blowing system, rubber ball cleaning system and chemical water system. All five subsystems are implemented by GE's PLC and are model 90-30. The system connection diagram is as follows:
Both the fuel control system and the circulating water control system consist of two identical PLC systems. The two PLC systems are redundantly configured via Ethernet. Each system implements communication with the DCS as an independent communication interface. The serial communication port of the CMM communication module in each mutually redundant PLC system is connected to the TERMINAL port or the PRINTER port on the NYMP01 terminal board in the DCS system via the serial communication cable and the signal repeater, respectively, through the interface software. Setting the PERML  NAL port on the NTMP01 and the PRINTER port to be redundant can realize the redundant configuration of the communication line hardware. In this way, the PLC systems are mutually redundant, and the communication lines are redundant with each other, thus realizing the redundancy of communication.
The soot blowing system, the rubber ball cleaning system and the chemical water system are connected to form a MULTIDROP system, which is connected to the TERMINLA port or the PRINTER port of the NTMP01 terminal board in the DCS system via an RS422/232 adapter via a serial communication cable. The system as a communication port to achieve communication with the DCS.
2. Interface Software Content The communication work of Weigang Project uses Bailey's dedicated communication interface software GPI02î€RTU, GPI02î€RTU for PLC systems supporting MODBUS protocol (RTU mode), such as: Modicon, GE, Telemcanique, Siemens, TI, Square-D and other company's PLC. GPI02î€ RTU supports up to 1500 PLC points and can communicate with multiple PLCs on the same PLC network.
Aî€GPI02î€RTU
The GPI02î€RTU soft package is a configurable product for bidirectional serial data communication using the MODBUS protocol (RTU mode). It allows values ​​to be passed between the programmable controller and function codes in Bailey's GPI02/RTU communication module. GPI02î€RTU can read and write PLC values ​​without changing PLC programming and logic.
Bî€ Communication Profile:
GPI02î€RTU is a configurable data communication software. For the connection of the configured Bailey system point to the PLC point. The PLC point must give the RTU address definition. In the point-to-point data communication connection configuration, the user must input the MOD-BUS address of the PLC point. For the General Electric User, the GPI02î€RTU offline program can display the equivalent address of the manufacturer. The equivalent PLC address is displayed below the RTU address and is only checked.
3 î€ Hardware Connection A î€ Fuel System and Circulating Water System Communication Interface The hardware connection block diagram is as follows:
Notea: This cable leads from P3 port of MFP02 to P1 port of NTMP01. The cable type is NKTU01 or NKTU11.
b: The cable is a 9-pin ordinary serial shielded cable, which is led from P5 of NTMP01 to RS-232 of ADAM4520. The device of P5 is DTE. The connectors at both ends of the cable are DB-25 (pin) and DB-. 9 (needle), length 1.5 meters.
c: The cable is a 4-core shielded cable, two cores are signal lines, and the other two cores are 24-volt power supply return lines for PLC side ADAM4520.
d: This cable is a 9-pin ordinary serial shielded cable. Connect the RS-232 port on the PLC side to the ADAM4520 on the other side. The length is 1.5 meters. The connectors at the two ends of the cable are DB-9 (pin) and DB-9 (hole). ).
e: The cable is a 9-pin ordinary serial shielded cable, which leads from the P6 port of NTMP01 to the RS-232 port of ADAM4520.
The P5 port equipment is DTE. The two ends of the cable are DB-25 (pin) and DB-9 (pin), and the length is 1.5 meters.
The hardware block diagram of the Bî€MULTIDROP system is as follows:
VIî€ Performance Calculation The requirements for performance calculation of this project are also relatively high. Basically, all main equipment and heat exchange equipment have efficiency calculations. The main contents include:
Calculate boiler efficiency with heat loss method and input and output • Turbine efficiency • Plant electricity rate • Feedwater heater efficiency • Condenser thermodynamic calculation summary With the Weigang project, we have improved or breakthrough in the following areas:
· Full range, high automation control for gas-fired generator sets · The command of the unit in MCS varies according to the change of fuel quantity · Coordinated control and sliding parameter control for small units · Control logic for gas boiler operation safety protection · For DCS To further control the exploration and implementation of electrical equipment. • MFP communicates with different types of non-standard PLC systems. • Calculate the efficiency of the entire unit. At the same time, through this project, we can feel as a corrector in the field of control. We should make the following efforts:
· More in-depth research on electrical equipment characteristics · Provide more scientific and more practical performance calculation methods and formulas · Provide more flexible, more intuitive performance calculation operation and monitoring interface · Further expand the scope of performance calculations To expand, in addition to efficiency calculations, crew safety and life calculations should also be considered.
Soft tube is easy to squeeze. Portable and lightweight, perfect for travel, business trip or daily use.
Flip cap for easy to open, The bottles are definitely leak-proof. No need to worry about annoying and messy leaks.